
Spindulio tipai, atsirandantys dėl oro lenkimo ant spaudos stabdžio

figūra 1
Kai turite stačią lenkimą, perforavimo metu perforatorius perveda medžiagos paviršių. Kai turite minimalų spindulį (tai vadiname „minimalia siena“ tarp aštraus ir tobulo lenkimo), perforavimo nosies spindulys tik pradeda pradurti medžiagos paviršių.
Klausimas: jau kurį laiką perskaičiau jūsų stulpelį, o savo parduotuvėje mes praleidome daug laiko, ginčydami, kas yra aštrių lenkimų forma ir kaip jis susijęs su minimaliu spinduliu. Ar jie yra tie patys dalykai, ar yra skirtumas? Ar peržiūrėtumėte šią temą mums, kad galėtume geriau suprasti šias sąvokas ir jų taikymą realiame pasaulyje?
Atsakymas: Yra kartų, kai reikia išplėsti ir patobulinti kažko apibrėžimus, ir tai yra vienas iš tų laikų. Po kelių mėnesių susijusių tyrimų, susijusių su tokiomis temomis, kaip k-faktorius, pastebėjau, kad mums iš tikrųjų reikia keisti skirtingų lenkimo spindulių tipų apibrėžimus.
Oro formavimui mes turėjome tris priimtinus tipus: minimalų, spindulį ir gilų. Vis dėlto, norint atspindėti visus pastarųjų dešimtmečių metalo lakštų lenkimo tyrimus, atėjo laikas naudoti tikslesnę terminologiją.
Penki posūkio spindulio užsakymai spaudoje
Yra penkios vidinio lenkimo spindulio (Ir) kategorijos. Visų dalykų tikslumas, Ir yra tai, ką mes naudojame apskaičiuojant mūsų lenkimo leidimus (BA) ir lenkimo atskaitymus (BD). Penkios yra šios:
Aštrus spindulys
Minimalus spindulys
Puikus spindulys
Paviršiaus ar spindulio posūkis
Gilus spindulys
Aštrių spindulių lankstymas
Aštrių spindulių lenkimas yra tas, kur lenkimo centras yra raukšlėtas. Šis susitraukimas atsiranda tada, kai slėgis yra taikomas tokiai mažai sričiai, kad taikytas tonažas viršija medžiagos gebėjimą atsispirti šiai jėgai, leidžiantis perforuoti nosį medžiagos paviršiui.
Spindulio centro spinduliavimas sukelia medžiagų storio (Mt), išeigos stiprumo, tempimo stiprumo ir grūdų krypties pokyčius. Tai savo ruožtu lemia kampo pokyčius galutiniame lenkime ir lenkimo atskaitos (BD) pokyčius. Blogiausiu atveju aštrieji lenkimai sukuria silpną tašką metalo lape ir sukelia sulenkimą galutiniame produkte.
Nesvarbu, ar posūkis sukasi aštrus, tai yra medžiagos, o ne jūsų parduotuvės ryškiausios perforavimo nosies funkcija. Kai perforavimo antgalis yra per mažas, palyginti su reikiamu tonažu, apkrova bus sutelkta į tokį mažą plotą, kuriame punch pradės perverti medžiagos paviršių.
Iš čia turite du pasirinkimus. Pirmiausia reikia pasilikti su aštriu lenkimu ir apskaičiuoti BA, išorinį nuokrypį (OSSB) ir BD, naudojant natūraliai plaukto spindulio vertę. Jei perforavimo nosies spindulys turi išlikti toks pats, gamybos metu reikia atidžiai stebėti lenkimo kampus. Vėlgi, nes aštrieji posūkiai pataiko medžiagos paviršių, jie sustiprina lenkimo kampo svyravimus nuo medžiagų savybių, grūdų krypties, storio, tempimo ir išeigos stiprumo pokyčių.
Jūsų antrasis variantas yra vis dar apskaičiuoti BA, OSSB ir BD, naudojant natūraliai plaukiamą vidinį spindulį - tik šį kartą, perėję nosį pakeisite kuo arčiau natūralaus plūdžio spindulio, neviršijant spindulio vertės. Jei jūsų punch nose viršija plūduriuojančio spindulio reikšmę, medžiaga užims naują, didesnį spindulį, dar kartą pakeisdama visas BD vertes ir plokščią tuščią.
Punch nose spindulys kuo arčiau, bet vis dar mažesnis nei plaukioja Ir suteiks jums stabiliausią ir nuoseklesnį lenkimo kampą ir, tęsiasi, stabilius linijinius matmenis.
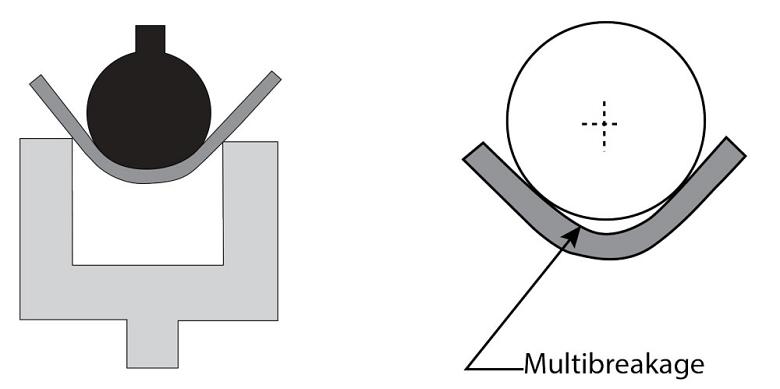
2 pav
Spindulio posūkyje (kairėje) medžiaga lieka sąlytyje su štampavimo paviršiaus. Bet kaip padidėja „Ir-to-Mt“ santykis, gausite gilų spindulį, kai atsiranda daugiaplūdis (dešinėje). „Multibreakage“ pasireiškia kaip vidinis spindulys, atskiriantis nuo perforavimo nosies.
Minimalus spindulys Lenkimo ant spaudos stabdžio
Minimalus spindulio posūkis yra ne pats didžiausias parduotuvėje esantis smūgis, kurį dažnai suklaidina daugelis inžinierių ir programuotojų. Atvirkščiai, minimalus lenkimo spindulys gali apibūdinti vieną iš dviejų dalykų, priklausomai nuo konteksto.
Pirma, tai ta vieta, kur lenkimas sukasi aštrus, o perforavimo nosis pradeda įsiskverbti į medžiagos paviršių. Tai vadinama „minimaliu pasienio“ apibrėžimu (žr . 1 pav. ). Antra, tai gali reikšti mažiausią orą formuojamą vidinį spindulį, kurį galite pasiekti be krekingo išorinio lanko paviršiaus.
Remiantis antruoju apibrėžimu, medžiagų tiekėjai dažnai nurodo minimalų vidinį spindulį Mt daugikliais, pvz., 1Mt, 2Mt. Tiksliau sakant, galite apskaičiuoti minimalų lenkimo spindulį, naudojant tam tikros medžiagos tempimo sumažinimą. Daugiau informacijos apie tai žr. „K-koeficiento analizė lakštinio metalo lenkimui“ nuo 2018 m. Rugsėjo mėn., Archyvuota adresu www.thefabricator.com.
Tiesiog sukrėtę dalykus, jūs galite turėti minimalų spindulį lenkdami, naudodami pakankamai aštrią perforavimo nosį, kuri pradeda pradurti (pirmasis apibrėžimas) ir taip pat susidaro įtrūkimai išoriniame spindulyje. Nepaisant to, abu apibrėžimai yra glaudžiai susiję, nes jie šiek tiek priklauso nuo medžiagos tempimo stiprumo. Kuo didesnis tempiamasis stipris, tuo didesnė perforavimo žarna, kad būtų išvengta įtrūkimų lenkimo išorėje. Tai pasakytina ir apie kietumą; tuo sunkiau medžiaga, tuo didesnis turi būti spindulys.
Nesvarbu, ar jūs sutraukiate lenkimo centrą, abiejų tipų minimalūs spinduliai (kartu su aštriais posūkiais) pakenks medžiagos vientisumui ir bendram nuoseklumui. Kodėl tai? Kadangi ir aštrūs, ir mažiausi spindulio posūkiai sukelia per didelį tempimo stresą. Tai keičia spindulio formą, taip keičiant lenkimo pailgėjimą.
Tikslaus metalo lakštų, kiekvienos dalies, kiekvieno lenkimo ir kiekvienos medžiagos tipo tam tikros savybės, dėl kurių kiekvienas turi savo minimalų vidinį lenkimo spindulį. Jis niekada nebus tas pats, ir į tai reikia atsižvelgti planuojant metalo lakštų dalis. Siekiant nuoseklumo, pabandykite projektuoti dalis, kurių vidinis spindulys yra arti medžiagos storio, kuris veda mus į mūsų kito tipo spindulį: tobulą lenkimą.
Puikus spindulys Bending on press brake
Puikus spindulio posūkis yra toks, kur Ir ir Mt santykis yra nuo 1 iki 1 (tai yra Ir lygus Mt), bet taip pat apima mažą reikšmių diapazoną, prasidedantį nuo mažiausio spindulio ir iki 125 proc. Mt.
Puikus spindulio posūkis yra tik tas - puikus. Santykiuose nuo 1 iki 1 su „M-to-Mt“ lenkimas yra labiausiai stabilioje būsenoje, leidžiantis jums sukurti spindulį, turintį mažiausiai skirtumų tarp lenkimų. Jūs sukursite nuoseklų lenkimo kampą, nuoseklius matmenis ir mažiausiai grąžinimo sumą.
Tai, kad 1-to-1 „Ir-to-Mt“ santykiai taip pat yra vienintelė vertė, kur galioja daugiausiai 8-oji taisyklė - tai reiškia, kad mirties plotis turėtų būti 8 kartus didesnis už Mt. Ši taisyklė tampa negaliojanti, kai „Ir-to-Mt“ santykis tampa didesnis arba mažesnis.
Paviršiaus arba spindulio lenkimas ir gilusis spindulys
Paviršiaus ar spindulio posūkiai, kai vidinis spindulys yra didesnis nei 125 proc. Iki maždaug 12 kartų Mt. Vėlgi, tai yra apytikslis. Tikslesnė viršutinė spindulio posūkių riba yra susijusi su medžiagos elgesiu, kurį greitai aptarsiu.

3 pav
Uretano trinkelė stumia atgal į medžiagą ir verčia jį į perforavimo spindulį.
Kaip padidėja „Ir-to-Mt“ santykis, taip ir atsitraukia. Ir kai „Ir-to-Mt“ santykis yra labai didelis, medžiaga nėra labai plastiška, net esant mažam tempimo stiprumui, ir visa tai gali sukelti daugiaplaniavimą (žr . 2 pav. ). Paprastas mažo tempimo stiprumo medžiagos ir mažiau paplitęs didesnio stiprumo medžiagose, multibreakage pasireiškia kaip vidinis spindulys medžiagos atskiria nuo perforavimo nosies. Daugiaplūdis gali įvykti, kai „Ir-to-Mt“ santykis viršija nuo 12 iki 1, bet esant tinkamoms aplinkybėms, jis gali būti toks pat kaip 30–1.
Taigi, kada spindulio posūkis virsta giliu spinduliu? Tai gali būti apibūdinama kaip medžiagos atskyrimo nuo perforavimo spindulio momentas. Vėlgi, tai gali atsitikti, kai „Ir-to-Mt“ santykis viršija nuo 12 iki 1, bet kai kuriais atvejais jis gali būti 30–1.
Medžiagos atributai vaidina svarbų vaidmenį pasiekiamuose rezultatuose. Kiekvienos medžiagos rūšies ar grupės cheminės makiažo, gydymo ir švelnumo skirtumus rasite daug, kad būtų galima tiksliai nustatyti tiksliai nurodytą vietą.
Iki 90 laipsnių išorinio lenkimo kampo medžiaga bus tiksliai laikomasi perforavimo spindulio kontūro. Bet tada tiek įsiskverbimas į mirties erdvę, tiek ir grįžtamasis darbas veikia savo magiją. Didėjant išoriniam lenkimo kampui, pamatysite proporcingą spyruoklinės dalies padidėjimą. Kuo toliau jūs turite eiti, kad kompensuotumėte atsukimo režimą, tuo didesnė atskirtis tarp „Ir“ ir „Rp“, ir kuo mažesnė „Ir“, palyginti su perforavimo spinduliu. Norint išlaikyti medžiagą sąlytyje su perforavimo spinduliu (žr . 3 pav. ), Reikalingas gilus spindulio lenkimas.
Beje, jie vis dar gali būti suskirstyti pagal lenkimo metodą: oro lenkimą, užpylimą, apvyniojimą, sulenkimą ir valymą. Tai yra tema kitą dieną ir kitą stulpelį. Nepaisant to, jei jūs formuojate orą, naudodamiesi šiais penkiais terminais, kiekvienas parduotuvės vartotojas gali kalbėti ta pačia kalba, kad išspręstų bet kokį lenkimo iššūkį.





