
„Crowning“ lentelė Užtikrina aukštą lankstumo tikslumą „Pressbrake“
Norint užtikrinti tikslius, pakartojamus formavimo rezultatus, labai svarbu kompensuoti deformaciją, kuri savaime atsiranda spindulio stabdžio ir spaudos stabdžio lentelėje, kai apkrova naudojama. Be nukrypimo kompensavimo, tikėtina, kad ruošinys bus tam tikros formos deformacijos centre, kai jis sulenktas visą spaudimo stabdžio ilgį. Tai ypač tinka 8 pėdų ar ilgesnėms spaudos stabdžiams, 80 tonų ar daugiau, ir kai lenkiamos ilgos arba didelės dalys, tačiau taip pat gali būti ir tada, kai formuojami trumpesni ruošiniai. Norint išlaikyti lenkimo kampą visą jo ilgį, spaudos stabdžiui reikalinga karūnavimo sistema, tiek pluošte, tiek lentelėje, tiek abiejuose.
Šiame trumpų partijų, sudėtingų dalių ir greito pasukimo amžiuje karūnavimas užtikrina efektyvumą, dalinį tikslumą ir pakartojamumą. Didelio tonažo panaudojimo metu karūnavimas padeda sukurti tiesius posūkius sudėtingose, didelio tempimo stiprumo medžiagose.
Pagrindiniai pagrindai
Dauguma šiuolaikinių presų stabdžių naudoja servo-hidraulinę sistemą, kurioje uždarojo ciklo sistema valdo padėklo padėtį. Kiekviename sijos gale, po kairiuoju ir dešiniuoju stūmokliu, padėties matavimo sistema stebi sijos judėjimą ir padėties nustatymo tikslumą. Mašinos valdymas apdoroja šią informaciją ir naudoja ją spindulio padėčiai 0,01 mm tikslumu. Tai atliekama įjungiant kairįjį ir dešinįjį servo vožtuvą kiekvieno hidraulinio stūmoklio viršuje.
Lankstymo ciklo metu servo-hidraulinė sistema užtikrina, kad stūmoklis kiekviename spindulio gale pasiektų programoje nustatytą padėtį, nustatytą mašinos valdiklyje, o tai sukelia teisingą lenkimo kampą. Kadangi spaudimo stabdžiai yra linkę nukreipti į apkrovą, ypač mašinos centre tarp stūmoklių, kampas spaudos stabdžio centre bus praktiškesnis nei kampas po cilindru. Be įsikišimo, ši deformacija sukels lenkimo kampą per spaudos stabdžio ilgį.
Norint kompensuoti spaudos stabdžius, gali būti įrengta karūnavimo sistema, kuri sukuria priešingą jėgą arba „kreivę“, kad būtų kompensuota sijos ir stalo deformacija. Karūnavimo sistema užtikrina, kad atrama ir stalas yra lygiagrečios lenkimo metu (žr . 1 pav. ).
Karūnavimas buvo naudojamas nuo aštuntojo dešimtmečio pabaigos ir devintojo dešimtmečio pradžios. Didesnių tonažinių presų stabdžių, didelio tempimo stiprumo plienų poreikis ir poreikis lenkti ilgesnius ilgius paskatino karūnavimo poreikį, nes šiose programose mašinų rėmo nukrypimas yra didesnis.
Prieš kronavimą, spaudos stabdžio gamintojai turėjo įstumti kreivę į spaudos stabdžio stalą, kad būtų kompensuota apie 75 proc. Mašinos deformacijos. Šiandien sistemos yra labiau pažengusios. Naudodamiesi programuojamais karūnavimo sistemomis, operatoriai į valdymo skydą įveda lapo storį, ilgį, užveržimo angą ir medžiagos tempimo stiprumo duomenis, kurie automatiškai nustato tikrąjį stalo ir cilindro nukreipimą, ir kiekvienam lenkimui gaunamas išankstinis apkrovimas. Kartu spaudos stabdžio hidraulinė sistema ir karūnavimas užtikrina tikslų lenkimo kampą su minimaliu operatoriaus įsikišimu.
Pasirinktys „Pressbrake Bending Crowning“ lentelėje
Apskritai naudojamas 80 tonų, 8 pėdų ar didesnio dydžio spaudos stabdys. Korpusą galima naudoti mažesnes talpos spaudimo stabdžius, tačiau tai priklauso nuo spaudos stabdžio stalo ir taikymo ilgio. Kuo ilgesnis atstumas tarp statramsčių, tuo didesnė mašinos deformacija. Be to, kuo didesnė mašinų talpa, tuo didesnė deformacijos kompensavimo poreikis. Lankstymui tiek storoms, tiek plonoms medžiagoms rekomenduojama naudoti karūnavimo sistemą.
Hidraulinis karūnavimas ir CNC mechaninis pleišto formos karūnavimas yra dvi dažniausiai pasitaikančios karūnavimo sistemos. Pleišto stiliaus karūnavimo sistemą galima įsigyti kaip spaudos stabdžio priedą per spaudos stabdžio gamintoją arba įrankių tiekėją. Į mašiną įmontuota hidraulinė karūnėlė. Šių sistemų kaina yra palyginama, todėl pasirinkimas yra daugiau tikslumo, efektyvumo ir taikymo klausimas.
Hidraulinis karūnavimas sukelia slėgį cilindrams lenkimo smūgio metu, kad kompensuotų mašinos deformaciją. Dauguma šių sistemų negali taikyti karūnavimo per visą mašinos lizdą. Vietoj to, nukrypimo dydis, kurį koronavimo sistema reguliuoja, priklauso nuo cilindro vietos. Kai kurios hidraulinės karūnavimo sistemos naudoja tik centrinį cilindrą arba trijų cilindrų sistemą, o kai kurios - virš 60 proc. Lovos, bet ne visą lovos ilgį.
figūra 1
Jei lenkimo metu viršutinė ir apatinė sijos nėra lygiagrečios, lenkimo kampas skirtingo ruožo ilgio.
Visuose hidrauliniuose cilindruose naudojama ta pati hidraulinė linija. Dėl šios priežasties nė vienas cilindras negali taikyti visiškos karūnavimo jėgos; ši jėga taikoma visiems hidrauliniams cilindrams, neatsižvelgiant į tai, ar yra du, trys, ar 10.
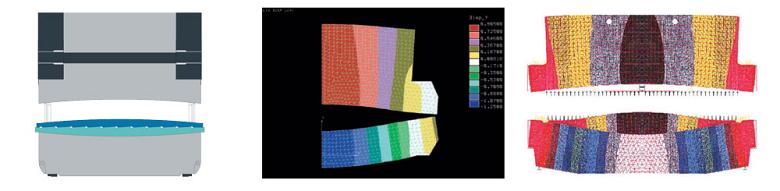
Pleišto stiliaus karūnavimo sistema susideda iš dviejų eilučių eilių per lovos ilgį; viena eilutė yra fiksuota, kita - judama (žr . 2 ir 3 pav. ). Liemens viduryje esantis pleištas yra aukštesnis, nei pleištai po stūmokliais, o nuolydžio kampas nukreipiamas į ramstį nuo lovos vidurio.
Įjungus judamąjį pleištą, sukuriama kreivė, kurioje aukštas taškas yra lovos centre ir žemos taškai abiejuose lovos galuose po stūmokliais, kad stalo kreivė būtų sukurta lentelėje. Automatiškai valdoma karūnavimo sistema kompensuoja lovos deformaciją ir šviesą pagal skirtingas lenkimo jėgas. Pleišto stiliaus sistemoje stalas yra skirtas tam tikram kroviniui, priklausomai nuo reikalaujamos talpos. Tam tikros karūnavimo sistemos užtikrina programavimo tikslumą ± 0,01 mm ir padėties nustatymo pakartojamumą ± 0,005 mm.
Pleišto sistema užpildo visą lovos ilgį, nes ji specialiai sukonstruota konkrečiai lovai. Jis taip pat gali valdyti didesnio tonažo ir trumpesnių lovų ilgio nukreipimo kompensacijas. Korpusą galima sureguliuoti taip, kad jis sulenktų bet kurioje lovos padėtyje. Šis koregavimas atliekamas realiu laiku per valdiklį, todėl proceso metu nepraranda gamybos laiko.
Priešingai, universali pleišto sistema nėra ypatinga spaudos stabdžiui ir yra pastatyta iš standartinio pleišto konstrukcijos. Jis gali būti kontroliuojamas CNC, ir jis atspindi deformaciją, tačiau jis nėra būdingas programai ar jos medžiagoms. Ji taip pat nenaudoja centrinės duomenų bazės tam, kad būtų galima nustatyti reikiamą nukrypimo korekcijos dydį, todėl jo galiojimo gebėjimas yra ribotas ir sudėtingesnis.
Universali karūnavimo sistema gali būti įdiegta į esamą spaudos stabdį, kad būtų pagerintos jo galimybės. Jis taip pat gali būti montuojamas į mažesnio tūrio, pradinio lygio spaudimo stabdžius, kurie nėra siūlomi, kad operatorius galėtų labiau kontroliuoti lenkimo procesą.
Koronavimo sistemos modifikavimas gali būti naudingas ir kartais būtinas, ypač kai programa keičiasi ar keičiasi. Pvz., Jei HVAC gamintojas perkelia iš gyvenamųjų namų dalių, kurios gali būti efektyviai formuojamos, nesukuriant didesnių, sunkesnių pramoninių įrenginių sudedamųjų dalių, naujojo profilio diktuoja karūnavimo poreikis. „Crowning“ sistema padidins efektyvumą, pašalindama koregavimų ir nustatymų skaičių, kad sukurtų ilgesnius lenkimo ilgius.
Formuojančių spaudos formų stalo iššūkių nukreipimas
Užtikrindamas nuoseklų kampą per lenkimo ilgį, karūnavimas taip pat sumažina sąrankos operacijas, sumažina laužą ir pašalina operatoriaus įsikišimo poreikį arba aukštos kvalifikacijos spaudos stabdžio operatorių.
Be karūnavimo sistemos, mašininės deformacijos įveikimas yra rankinis valdymas, naudojant plyšius arba reguliuojant štampus. Apskaičiuojant reikiamą atspalvį, gali būti daug laiko reikalaujantis procesas, dažnai bandomasis ir klaidingas, gaminant brangų laužą. Net patyrę sąrankos operatoriai sukurs tam tikrą kiekį laužo gamindami mašiną su rankiniu būdu sureguliuotu korpusu.
CNC karūnavimo sistema automatiškai sukuria šiuos skaičiavimus. Taip pat sumažėja įgūdžių, reikalingų mašinoms valdyti, taip padidinant efektyvumą ir našumą.
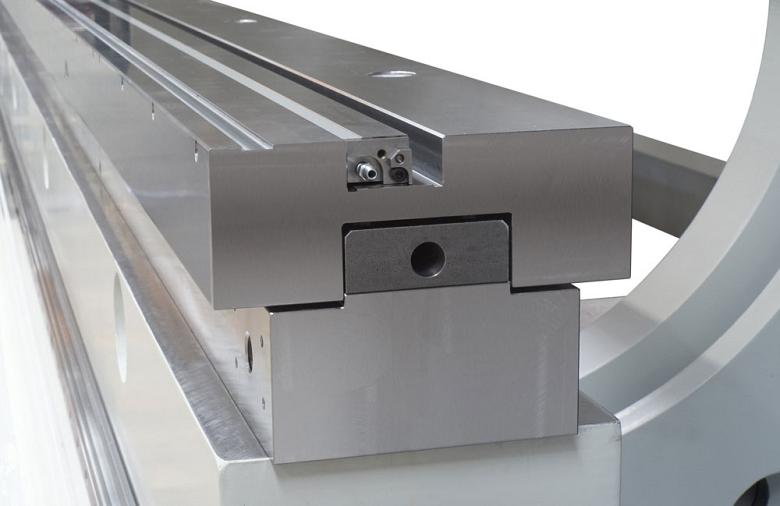
2 pav
Ši pleišto formos karūnavimo sistema yra pritaikyta kiekvienam spaudos stabdžiui. Susiję komponentai yra ma
Tačiau nė viena karūnavimo sistema negali kompensuoti su įrankiais susijusių problemų, pvz., Prastos perforavimo ir nulenkimo ir asimetrinio ruošinio stumdymo. Neapibrėžtumas arba nevienodai nusidėvėję įrankiai sudarys dalis su nenuosekliais kampais. Įrankių problemos iš dalies yra atsakingos už problemas, susijusias su nelygiais kampais išilgai lenkimo linijos.
Tiksliai sumontuoti įrankiai padeda užtikrinti tikslius lenkimo kampus išilgai viso lenkimo ilgio. Štampai turi progresyvų spindulį abiejose V angos pusėse, leidžiančią medžiagai tekėti į mirtį tolygiau ir su mažesne tempimo jėga (žr . 4 pav. ).
Didelio tonažo paraiškos didesniam spaudimui
CNC karūnavimo sistema kompensuoja spaudos stabdžio simetrišką deformaciją. Kai medžiagos savybės yra vienodos per visą jo ilgį, pakanka standartinio karūnavimo. Tačiau, kai medžiagos savybės yra įvairios ir sudėtingesnės, ypač su sunkesniais ar ilgesniais ruošiniais ir aukštos tempimo medžiagos, tokios kaip S1100, S1300, Hardox® ir Armox®, pažangesnė programuojamoji karūnavimo sistema, kurią kontroliuoja CNC, suteikia daugiau kompensacijos už mašinos nukreipimą ir galiausiai didesnį lankstumą.
Didelės tempiamosios jėgos medžiagos reikalauja didesnės jėgos lenkimui, turi daugiau atsukimo, todėl reikia daugiau karūnavimo (žr . 5 pav. ). Didėjančių tempimo medžiagų naudojimas didėja, ypač didelėse lenkimo vietose (12 pėdų ar ilgiau), nes gamintojai siekia sumažinti galutinio produkto svorį, nekeliant pavojaus struktūriniam vientisumui.
Crowning yra dar svarbesnis tandemo, tridemo ar quadem spaudos stabdžiams, kurie sujungia du, tris ar keturis spaudos stabdžius, panašiai ar skirtingus tonusus sinchronizuotoje konfigūracijoje. Šios sistemos sinchronizuoja mašinos cilindrus kas 5 milisekundes ir nuolat tikrina, ar mašinoje yra pastovus tiesinis judėjimas. Kai kurios iš šių mašinų naudoja dar vieną tipą karūnavimo sistemą, kuri apima dvigubą karūnavimo lentelę. Tai iš esmės yra dvi CNC karūnavimo sistemos, kurios yra viena kitai su asimetriniu, bet papildomu vainiko profiliu.





